ТОКАРНО-ВИНТОРЕЗНЫЙ СТАНОК С МЕХАНИЗИРОВАННЫМ СУППОРТОМ И НАБОРОМ СМЕННЫХ ЗУБЧАТЫХ КОЛЕС 1749 Г.
Введение станков с механизированными суппортами в практику машиностроительных производств определило быстрое усовершенствование конструкций, удешевление изготовления различных машин, обусловило появление многих новых изобретений и все большее распространение машинного оборудования. Поэтому вопрос о том, когда появился впервые токарный станок с механизированным суппортом и набором сменных зубчатых колес и кто был его изобретателем, обсуждается во всех трудах по истории машиностроения. Во многих странах в погоне за национальным приоритетом назывались имена изобретателей конца XVIII — начала XIX в., ранее других (по мнению различных исследователей) решивших задачу создания механизированного суппорта. Что касается набора сменных зубчатых колес, то приоритет англичанина Г. Модели никем даже не оспаривался. Между тем все сколько-нибудь объективные исследования подтверждают высказывание К. Маркса, что «Критическая история технологии вообще показала бы, как мало какое бы то ни было изобретение XVIII столетия принадлежит тому или иному отдельному лицу» 1.
Механизированный суппорт попользовался много ранее упомянутого периода — начала XIX в.
Так, в России на станках для изготовления художественных изделий механизированный суппорт был применен еще в 1718 г. в токарной мастерской Петра I 2. Проект станка для изготовления ходовых винтов прессов для текстильных и бумажных фабрик, снабженного механизированным суппортом и сменными шестернями, был разработан А. К. Нартовым не позднее 1738 г. 3 В 1749 г. подобный станок сконструировал О. О. Ботон. Постройка станка была осуществлена на Тульском оружейном заводе 4. В настоящее время известно описание устройства и действия станка, составленное самим конструктором. Изложению и оценке этих материалов и посвящена настоящая статья.
Осип Осипович Ботон (умер в 1778 г.) — сын выходца из Англии, служившего в русском флоте при Петре 1, выдающийся «гранильного дела мастер» и механик. С 1748 г. на протяжении 30 лет был руководителем «Петергофской шлифовалной мелницы» (вододействующей гранильно-шлифовальной фабрики). Убежденный сторонник механизации рабочих процессов, он справедливо полагал, что механизированное производство — единственное надежное средство улучшения качества продукции при одновременном сокращении затрат времени и труда. Он построил модели многих машин для обработки самоцветных камней. Однако [120] попытки изготовить большое число металлических деталей для этих машин, требовавших токарной обработки (валов, подшипников, винтов, гаек, муфт и т. п.), на Сестрорецком оружейном заводе окончились неудачей: завод был перегружен выполнением других важных заказов 5. Столь же неудачными были попытки размещения заказа на других предприятиях. Тогда Ботон решил изготовлять необходимые машины непосредственно на «мелнице» в Петергофе. Для этого он разработал конструкцию токарно-винторезиого станка с механизированным суппортом, сделал деревянную модель станка, составил его описание и добился откомандирования на Петергофскую фабрику опытного «слесарного дела мастера» Политова, который впоследствии проработал на фабрике много лет, руководя постройкой и ремонтом применявшихся там машин.
В успешной работе «мелиицы» был заинтересован кабинет-секретарь И. А. Черкасов, снискавший расположение царицы, в частности, поднесением изделий «мелиицы» и ее ювелирной мастерской. Поэтому он поддержал начинание Ботона, н из Кабинета в Тульскую оружейную канцелярию было послано следующее предписание:
«Ботона деревянная модель машине, которою шурупы нарезываются и гайки вырезываются, объявлена господину майору и механического дела мастеру Нитцену, которую он выразумел. И та модель [для] делания по оной железной машины отдана ему, и со описанием об оной, учиненным от оного ж Ботона.
По которой модели Тульская оружейная канцелярия имеет приказать ему для делания шурупов и гаек всякой величины зделать машину из меди, чюгуну и железа, из чего что пристойно. И оною машиною по зделании действительно вырезывать шурупы и гайки, как к оружейному делу (привертывать замки и казенныя шурупы), так и к стуловым тискам и к другим потребам до такой меры, чтоб диаметр шурупа в рублевик был.
А на дело оных машин употреблять железо, сталь и медь сколко оной Нитцен требовать будет. Тако ж и мастеровых дать казенных. А сколко таких машин потребно к оружейному делу, столко оных и велеть зделать.
А одну сюды приказать для отправления па шлифовалную Петергофскую мелницу к мастеру Ботону. А во что каждая машина станет, о том в Кабинет е. и. в. прислать щет. За присланную сюды денги заплачены будут из Кабинета. В 20е марта 1749.
В Ямскую канцелярию послано сообщение о даче ему, Нитцену, на 2 почтовых подводы подорожной» 6.
Из приведенного документа видно, что станок предполагалось изготовить целиком из металла, что технически прогрессивно для того времени, когда машины имели много деревянных деталей, а их станины почти всегда изготовлялись из древесины. Наибольший диаметр нарезываемых станком винтов был установлен равным 40-46 мм (диаметр рублевой монеты, имевшей тогда хождение). Это давало возможность опытным станкостроителям эмпирически определить необходимые размеры основных частей станка. Как видно из документа, станки Ботона предназначались не только для работы на «мелнице», но и на других предприятиях (имелся в виду выпуск серии станков, одинаковых но конструкции). Наконец, в документе назван мастер, под руководством которого изготовлялся станок,— механик Тульского оружейного завода Иван Андреевич Нитцен (Нитцель, Нитценов, умер в 1761 г.), который, по отзывам современников, был «в механическом деле весьма искусен, исправен...» 7.
К документу прилагалась следующая «Опись действу винтовальному станку моделе»:
1
Отключа шестерня с колесом для лехкова верчения, и на оной винт большей нижней, на том винту «1» ходящая стойка, которая взад и вперед ходит, и во оной стойке в верхнем конце стальной резец, и поперек клин для подымания резца для нарезания винта. И от того клина возможно зделать глубокой или мелкой, как понадобитца. И оной винт тем резцом нарезан мною.
И на оном винту на другом конце большое колесо. И от того большого колеса маленькое колесо, и от оных колес оной винт нарезаем. И для разных винтов, крупной или мелкой, то надлежит быть «3» пары или более колес с шестернями разного калибру, понеже коли маленькое колесо поставить на то место, где болшое стоит, а болшое где маленькой стоит, то тот винт может быть нарезан гараздо крупнее нижняго.
И то место, где маленкое колесо, надлежит быть валику, которое в одном конце пусто для вставки той работы, на которой винт резать, и вставивши закрепить тремя винтами, где показана чернильными пятнами. И оными тремя винтами привести работу к премому центру, а з другова конца большей винт, с которого конца ключ, и на оном винту гайка для укрепления того винта, чтобы при работе не шатался.
А ключей вертеть в одну сторону покуда резец дойдет до конца того винта. И потом в другую сторону вертеть назад покуды дойдет тот резец до другого конца. И так вертеть взад и вперед, покуды винт [121] нарежется по намерению. И как нарезавши тот винт совсем в готовности, то потом оной клин назад подвинуть, которой в стойке и отпустить стальной резец из винта вой; то и винт в готовности.
2
Иивенпыя для нарезывания нутренаго [внутренней резьбы. — Ф. З.], на тот винт, которой нарезать поставит на тот валик, который в маленком колесе, в котором укреплен прежней нарезанной винт. Трупка [трубка. — Ф. З.], которая на том валике закреплена железною загвоскою, з другова конца. И в той трупке во всю длину изнутри клин зделан. Которой клин подвигать возможно взад и вперед маленким клином, которой стоит поперег оной трупки. В том конце зделан изнутри, в боку той трупки, резец. Оным внутреным клином возможно подвигать глубже или мелче, как винт понадобитца, а тот клин нутреной подвигать боковым клином, которой стоит поперек той трупки.
И потом зделать штуку [гайку. — Ф. З.], какая понадобитца, калибром против прежниго нарезанного винта. И ту штуку укрепить промеж тех брусков в кольцо тремя винтами. И тако ж теми тремя винтами привести в окуратность центра. А з другова конца зделан болшей винт, которым винтом прикреплена оная штука з другова конца. II на том винту гайка для закрепления того винта от шатки. И дотом оные бруски вставить в тот станок, на котором помянутой прежди винт нарезан, промеж маленких колес. И оные колеса зделаны для лехкова ходу тех брусков взад и вперед.
И для ходу той штуки для нарезания нутреннаго винта зделана медная перемычка промеж брусков. Серетка той медной штуки напущена на прежней винт и закреплена к тем брускам двумя крючками.
И потом действовать ключом в сторону, и в другую, покуда нутреной винт нарежетпа. И оную медную перемычку примечать, чтоб она поставлена на тот винт всегда сверх того места, где прежне помянутая стойка ходящая остановица. И остерегатца чтоб во оной стойке тот резец за оной винт не задевал, покамес нутреной винт нарезаваетца.
И тако оная модель мною окончена совсем. Только примечать в деле подлинном, что все центры весьма окуратны в паралель з другими своими центрами. Которою я во оной мадели имел веема трудно уставить для действа, поиеже дерево склонно к переменам и воздуху. И по оной модели может быть зделана больше или меньше, из меди или железа, как по желанию. Только окуратной точки требует для подлинного движения. Февраля 26 дня. 1749 года» 8.
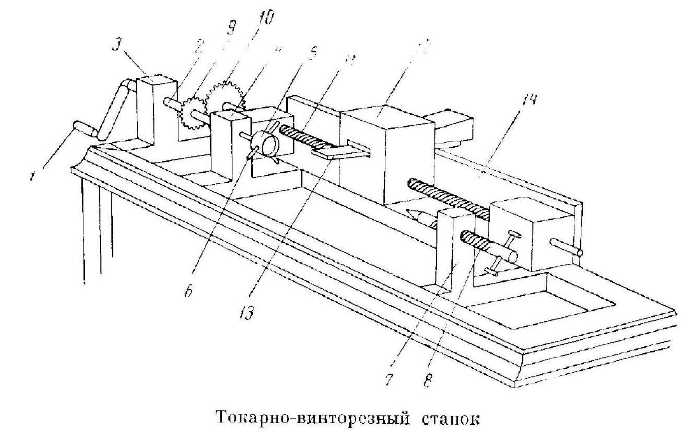
В приведенном документе описывается токарно-винторезиый станок с набором сменных зубчатых колес, предназначенный для нарезания винтов. Во втором разделе описывается дополнительное устройство, устанавливаемое на станок и предназначенное для нарезания внутренней резьбы, преимущественно на гайках. Станок описан подробно, что позволяет осуществить его реконструкцию (см. рисунок). Так как станок изготовлялся целиком из металла, то при реконструкции его станине приданы очертания, аналогичные очертаниям станины единственного известного в настоящее время производственного металлорежущего станка, выполненного целиком из металла, — фрезерного станка конструкции А. К. Нартова, датируемого 1724 г. и находящегося теперь в коллекциях Государственного Эрмитажа 9. Некоторые элементы конструкции заимствованы из проекта токарно-винторезного станка с механизированным суппортом, предложенного Нартовым в 1738 г. 10 Весьма вероятно, что кованые части станка тульские кузнецы сделали фигурными с украшениями, аналогичными показанным на чертежах в книге Нартова «Театрум Махинарум» 11, так как станок предстояло демонстрировать могущественному вельможе — кабинет-секретарю Черкасову
.
Главное движение механизму станка сообщалось рукояткой 1, которая приводила в движение вал 2. Последний опирался на подшипники, заключенные в стойках 3 и 4, образовывавших переднюю бабку станка. Вал 2 выполнял также функции шпинделя. На него был надет патрон 5 с тремя винтами 6, осуществлявшими центрирование и закрепление обрабатываемой детали. Задняя бабка 7 была снабжена винтом 8, поддерживавшим нарезаемый стержень (противоположный конец стержня зажимался в патроне 5). Возможно, что впоследствии рукоятка 1 была перенесена на маховик, подобный имевшемуся на станке Нартова, так как это уменьшало тяжесть физического труда при приведении станка в движение и повышало равномерность движения частей станка, улучшая качество резьбы. Однако в «Описи», составленной Ботоном, о маховике ничего не сказано.
Движение подачи получалось от главного движения через сменные зубчатые колеса 9 и 10. Зубчатое колесо 10 сидело на ходовом винте 11, который перемещал суппорт 12 («стойку» в описании Ботона) по горизонтальной направляющей 13. Кроме того, по-видимому, имелась еще и вертикальная направляющая 14. Эта направляющая также не упоминается в «Описи», но именно при таких [122] направляющих суппорт более всего приобретал формы, давшие Ботону повод назвать его «стойкой». Кроме того, при плоской направляющей суппорт, лишенный опоры в направлении действия горизонтальной составляющей силы резания, давил бы на ходовой винт, который не мог быть слишком жестким и должен был бы сильно прогибаться. При этих условиях глубина резания оказывалась бы крайне малой, а процесс резания на станке — менее производительным, чем резание вручную. Призматические направляющие тогда еще не были известны, во всяком случае они нигде не упоминались и не изображались.
Закрепление резца в суппорте, которое производилось при помощи клина, при каждом последующем изменении глубины резания требовало забивания и выколачивания, что вредно отражалось на всей системе. Винтовое закрепление резца в суппорте, уже широко распространившееся к середине XVIII в., было несравненно рациональнее.
Сравнивая конструкции станков, предложенных Ботоном н Нартовым, следует признать, что станок Нартова более совершенен. Это естественно, так как у Нартова к моменту создания проекта было больше опыта, чем у Ботона. Но проект Ботона, предложенный десятью годами позднее, по своей идее выгодно отличался от проекта Нартова: он предусматривал получение движения подачи от главного движения, тогда как в конструкции Нартова главное движение получалось от движения подачи. Поэтому конструкция Ботона была шагом вперед в создании механизированных суппортов на металлорежущих станках. Возможно также, что при постройке таких станков опытные тульские мастера частично устраняли конструктивную недоработанность представленного им образца. Вероятно, станки, работавшие на Петергофской шлифовальной фабрике, Тульском и Сестрорецком оружейных заводах, были совершеннее модели, выполненной самим Ботоном.
Для нарезания внутренней резьбы Ботон предложил специальное устройство, дополнительно устанавливавшееся на станок. Резец закреплялся на шпиндель станка в специальном патроне, в котором при помощи клиньев можно было регулировать его вылет и, следовательно, глубину резания. Обрабатываемая деталь закреплялась тремя винтами в специальном патроне. Патрон был снабжен брусками, которые позволяли присоединить его к задней бабке станка, и мог перемещаться вдоль этих брусков, служивших ему направляющими. Движение патрону сообщалось скрепленной с ним медной или бронзовой планкой, входившей во впадину ходового винта: по мере вращения винта планка перемещалась и вела патрон с закрепленной в нем деталью вдоль брусков, а резец, укрепленный на шпинделе, снимал стружку. После многих проходов резца гайка оказывалась нарезанной. Снабженный этим устройством станок Ботона напоминал гайкорезный станок и, видимо, может считаться его предшественником. Применение медной (или бронзовой) планки было вызвано, вероятно, опасениями возможного «заедания» стальной планки при движении ее во впадине стального ходового винта (применение такой планки дает повод думать, что маточная гайка самого токарного станка также была модной или бронзовой). Вообще предложенное Ботоном устройство для нарезания внутренней резьбы было сложным, громоздким, нежестким и поэтому вряд ли давало хорошую продукцию. Как известно, задача изготовления внутренней резьбы на [123]
Употреблено припасов |
Четверти |
Пуды |
Фунты |
Каждая по цене |
Итого |
|
коп. |
руб. |
коп. |
||||
Железа кричного ........ |
— |
25 |
— |
50 |
12 |
50 |
Железа полосного ........ |
— |
4 |
33 |
50 |
2 |
41 1/4 |
Стали Тудской ......... |
— |
— |
2 |
4 3/4 |
— |
9 1/2 |
Угля деревянного ........ |
63 |
— |
— |
9 |
5 |
61 |
На инструмент ......... |
— |
— |
— |
— |
2 |
6 |
Итого ..... |
— |
— |
— |
— |
22 |
73 3/4 |
Оная машина совсем в отделке весом |
— |
14 |
17 |
— |
— |
— |
За дело оной машины мастеру с работниками заплачено ...... |
— |
— |
— |
— |
62 |
30 |
Всего с припасами и с работой ценою обошлась .......... |
— |
— |
— |
— |
85 |
3 3/4 |
За провоз оной машины от Тулы до Санкт-Петербурга выдано прогонных денег под ту машину на одну, под механического ученика Василья Еготова, с которым та машина послана, на одну ж.......... |
— |
— |
— |
— |
— |
— |
Итого на две ямские подводы 9 руб. 75 коп. и со оным имеет быть |
— |
— |
— |
— |
94 |
78 3/4 |
токарно-винторезных станках была решена не применением дополнительных устройств, а усовершенствованием конструкции суппорта, позволившим устанавливать резец в надлежащую позицию.
В заключительной части описания станка Ботон подчеркивает необходимость тщательной проверки координат станка и аккуратного изготовления его деталей. В середине XVIII в. мысль о тщательном соблюдении координат станка для обеспечения его успешной работы была уже вполне осознана передовыми механиками. Например, она была ясно сформулирована в инструкции по обработке стволов артиллерийских орудий, составленной Канцелярией главной артиллерии и фортификации и 1746 г. 12
Но окончании постройки главный командир Тульских оружейных заводов генерал-майор В. Ф. Пестриков отправил станок в Петербург, известив И. Л. Черкасова следующим письмом:
(«Вашего превосходительства милостивое писание отправленное прошедшего апреля от 26 числа о уведомлении делом железной машине, оное я з должным моим почтением имел честь получить, на которое покорнейше доношу: та машина, против данной модели механику Нитцелю, под смотрением ево зделана и, до получения от вашего высокопревосходительства мною писма, сего майя «8» числа отсюда отправлена с механическим учеником Васильем Еготовым на ямской подводе, которому велено прибыв в Санктпетербург явитца со оною немедленно у Вашего высокопревосходительства» 13. К письму прилагался счет на оплату изготовления станка с указанием «во что зделанная при Тулских оружейных заводах на. Петергофскую шлифовальную мелницу машина ценою обошлась» 14.
Таким образом, для изготовления станка были использованы только черные металлы (железо и сталь). Что же касается меди (бронзы), то ее использовали, видимо, крайне мало, поэтому она даже не упоминалась в счете. Может быть, ее и совсем не расходовали, применив в дополнительном устройстве для нарезания внутренней резьбы не медную, а стальную планку для перемещения патрона.
Общий вес израсходованного кричного и полосового железа составил почти 30 пудов. Вес готового станка равнялся [124] приблизительно половине исходного количества металла. Столь значительная разница в весовых показателях свидетельствует о многократном нагреве металла при ковке и связанном с ним значительном угаре, о больших отходах металла в процессе выполнения кузнечных работ и об особенно больших отходах при обработке резанием 15.
Не менее значительными были затраты труда на изготовление станка. Расходы на оплату мастера и рабочих (62,3 руб.) почти втрое превысили стоимость материалов (22,7 руб.). Если учесть, что месячное жалование рабочего вряд ли превышало 1-2 руб., а мастера — 4 руб. и что система оплаты была повременной, то легко представить, насколько велико оказалось фактическое время изготовления станка. Но в письме Пестрикова и в счете упоминается еще «механический ученик» Василий Еготов, отправленный сопровождать станок в Петербург и демонстрировать его работу.
Общее руководство изготовлением станка осуществлял, как уже указывалось, механик завода Нитцен 16. То, что Еготов именовался «учеником» Нитцена, не должно вызывать удивления. В то время «учениками» и «подмастерьями» на протяжении десятилетий состояли опытные работники, дожидаясь, пока уход или смерть мастера или механика освободят соответствующую должность. Поэтому вполне вероятно, что именно Еготов (по-видимому, один из лучших специалистов тульских заводов) был ведущим исполнителем производившихся работ. О его высокой квалификации можно судить хотя бы но документу от 2 июня 1750 г., где сказано, что после доставки станка в Петербург Еготова не отпустили в Тулу, а по распоряжению Черкасова направили на Сестрорецкие заводы для постройки других сложных машин.
«При сем отправлен на Сестрорецкие заводы механического дела ученик Василий Еготов, которому изволите приказать дать надсматрение над делающимися на Сестрорецких заводах по посланным в минувшем апреле месяце деревянным моделям для вырезывания фигур на крепких камнях и для разрезки сердоликовых и других крепких же в малые плитки камней машинами. А когда ето зделано будет, прошу меня уведомить, за которыми прислано быть имеет из Петергофа» 17.
Дальнейшая судьба Еготова неизвестна.
Приведенные документы свидетельствуют о постройке и применении в России в середине XVIII в. токарно-винторезных станков производственного назначения с набором сменных зубчатых колес; в них дана характеристика значения работ Потока в конструировании таких станков.
Трудно утверждать, что Ботон был знаком с работами Нартова, хотя это вполне возможно, так как он сменил на посту руководителя Петергофской гранильно-шлифовальной фабрики Исаака Брукнера штатного механика инструментальных мастерских Академии наук и подчиненного Нартова. Во всяком случае работы Ботона были новым звеном в цепи усовершенствований производственных токарных станков, подготовившем их широкое применение.
Ф. Н. Загорский (Ленинград)
Комментарии
1. К. Маркс. Капитал, т. I. М., Госполитиздат, 1955, стр. 378, прим. 89.
2. А. С. Бриткин, С. С. Видонов. Андрей Константинович Нартов — выдающийся машиностроитель XVIII в. М., Машгиз, 1950.
3. Ф. Н. Загорский. А. К. Нартов — выдающийся машиностроитель XVIII в. «Труды Ин-та история естествознания и техники», 1957, т. 13.
4. Ф. Н. Загорский. Очерки по истории металлорежущих станков до середины XIX века. М.-Л., Изд-во АН СССР, 1960, стр. 50-57.
5. ЦГИАЛ, ф. 468, оп. 32, ед. хр. 914194,. л. 71, 72, 76, 77.
6. ЦГИАЛ, ф. 468, оп. 32, ед. хр. 914, л. 64. Здесь и далее в документах сохраняются даты по старому стилю.
7. О. А. Зыбин. История Тульского оружейного завода. М., 1912, стр. 124.
8. ЦГИАЛ, ф. 468, оп. 32, ед. х .914, л. 8-59.
9. Ф. Н. Загорский. Очерки по истории металлорежущих станков до середины XIX века..., стр. 208.
10. Там же, стр. 55.
11. Там же, рис. 22.
12. Ф. Н. Загорский. Очерки по истории металлорежущих станков до середины XIX века.... стр. 142-143.
13. ЦГИАЛ, ф. 468, он. 32, ед. хр. 914, л. 122.
14. Там же, л. 123.
15. Два фунта тульской стали израсходованы, вероятно, для изготовления резцов.
16. Исходя из приведенных доку ментов, представляется необходимым исправить высказанное ранее предположение о том, что руководил постройкой станка не Нитцен, а какой-то его младший родственник. (Ф. Н. Загорский. Очерки по истории металлорежущих станков, стр. 57.)
17. ЦГИАЛ, ф. 468 (Кабинет е. и. в.), он. 32. ед. хр., 4 91л. 129.
Текст воспроизведен по изданию: Токарно-винторезный станок с механизированным суппортом и набором сменных зубчатых колес 1749 г. // Вопросы истории естествознания и техники, № 13. 1962
© текст
- Загорский Ф. Н. 1962
© сетевая версия - Тhietmar. 2015
© OCR - Николаева Е. В. 2015
© дизайн -
Войтехович А. 2001
© Вопросы
истории естествознания и техники. 1962